Spiral welded pipes, as the name suggests, are steel pipes produced in spiral form by sewing completely by submerged arc welding method. The rolls are straightened into strips and directed to the reels to be brought into the desired form. Roll band edges bent at a predetermined angle according to the pipe diameter are optimally combined for welding.
Internal and external resources are constantly controlled throughout the production line. The welding places of the sheet metal, which is first internally and then externally joined by the submerged arc welding method, are 100% controlled by an automatic ultrasonic control system. After the roll band is in the form of a pipe, it is cut in desired lengths with an automatic plasma machine.
Product Standards
Gas and Oil Pipelines
API 5L, EN 10208, DIN 2470, ISO 3183, GOST 20295 TS 6047
Water Pipelines
EN 10217, AWWA C-200, BS 534, DIN 2460, UNI 6363
DIN 1626, EN 10224, NFA 49150
General Purpose Pipes
ASTM A-53, BS 3601
Pile Pipes
ASTM A-252, DIN 17120, EN 10219
Fittings
AWWA C-208, BS 534
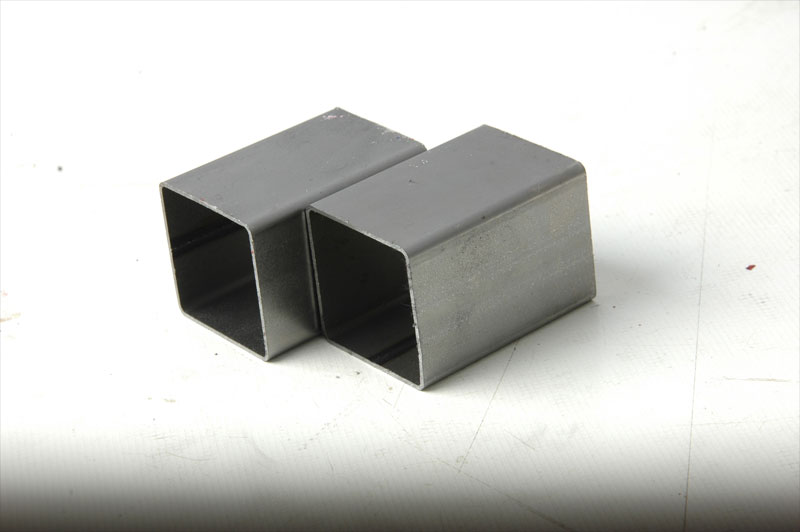
Product Specifications
Annual Production
123,000 tons
Outer Diameter
ø219,1mm- ø3561mm (85/8”-140”)
Wall Thickness
4.0mm-30.0mm (0,157”-1,2”)
Pipe Length
4.0m-30.0m
Raw materials
Hot Rolled Coils
Welding Process
Internal and external continuous submerged arc welding (SAW)
Material Quality
API 5L (Grade A-X80), EN 10025 (S235-S355)
EN 10217 (P195TR1-P265TR2)
Pipe Connection Details
Weld Beveled
Flanged Connection
Spherical Bell
Cylindrical Bell
Straight Tip